精度與速度提供者
專業(ye)齒輪制造(zao)-專注傳動領域發展
聯系電話
專業(ye)齒輪制造(zao)-專注傳動領域發展
聯系電話

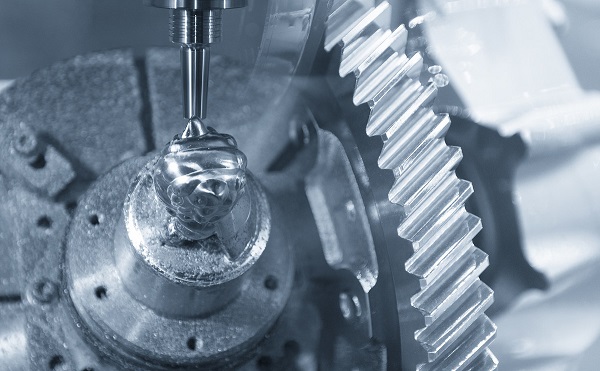
提高齒輪加工(gong)精度來處理齒輪是由多個工序處理的,為了齒輪滿足精度要求,整個過程是圍繞工序進行,而也在尋找一些方法,以提高精確度,這樣就可以提高效率的工作,它可以防止齒輪發生斷裂。
提高齒輪加工精度方法:
1、提高(gao)齒(chi)坯(pi)(pi)本身的(de)加(jia)(jia)工質(zhi)量。iHF合發齒(chi)輪(lun)加(jia)(jia)工廠家主要(yao)(yao)介紹齒(chi)坯(pi)(pi)質(zhi)量是齒(chi)輪(lun)加(jia)(jia)工技術(shu)精度的(de)基礎,對(dui)于中國制造(zao)高(gao)精度齒(chi)輪(lun),齒(chi)坯(pi)(pi)的(de)精度要(yao)(yao)求更是發展(zhan)起著一個(ge)至關重要(yao)(yao)的(de)作(zuo)用。最(zui)齒(chi)輪(lun)加(jia)(jia)工其內端(duan)表(biao)面作(zuo)為定(ding)位(wei)基準(zhun)孔以及(ji)使用該數控機床,使得正齒(chi)輪(lun)可以安裝在定(ding)位(wei)孔并(bing)轉動(dong)平面齒(chi)輪(lun),跳動(dong)小(xiao)于0.015毫米。
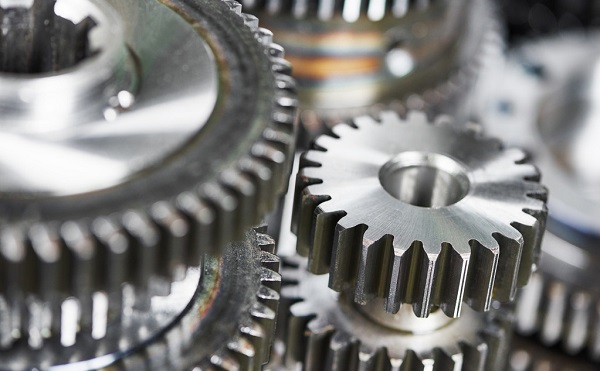
2、提高齒輪加工精度方法:提高夾具的制造、安裝精度。夾具的制造、安裝位置精度要求不高,會產生齒圈徑向方向跳動和齒向誤差。安裝精度齒輪坯也取決于制造精度和安裝夾具的精度。盤類齒輪滾齒心軸的設計,螺旋錐齒輪(lun)型號,定(ding)位(wei)外(wai)圓和(he)定(ding)位(wei)端面的跳動在0.005mm以內(nei),定(ding)位(wei)外(wai)圓和(he)齒(chi)坯的配合(he)間隙在0.002~0.008mm。

3、提(ti)高刀(dao)(dao)具(ju)(ju)的刃(ren)(ren)磨(mo)精(jing)度(du)(du)。刀(dao)(dao)具(ju)(ju)材(cai)料本(ben)身的制造技術精(jing)度(du)(du)和刃(ren)(ren)磨(mo)精(jing)度(du)(du)對被切齒(chi)輪的齒(chi)形(xing)精(jing)度(du)(du)有很大的影響,因此,為了能(neng)夠(gou)保(bao)證企(qi)業加(jia)工精(jing)度(du)(du),必須通過正確(que)合(he)理(li)選擇使用刀(dao)(dao)具(ju)(ju)的精(jing)度(du)(du)等級和提(ti)高刀(dao)(dao)具(ju)(ju)的刃(ren)(ren)磨(mo)精(jing)度(du)(du)。 刀(dao)(dao)具(ju)(ju)精(jing)度(du)(du)一般根據加(jia)工齒(chi)輪的精(jing)度(du)(du)來選擇,簡單可行的方(fang)法是購(gou)買國(guo)外著名公(gong)司生(sheng)產的滾刀(dao)(dao)。
4、iHF合(he)發齒(chi)輪加工(gong)廠家(jia)主要介(jie)紹(shao)可以降低齒(chi)面粗糙度(du)值的(de)方法。 采用適當的(de)制備熱處理方法,使齒(chi)坯材料內(nei)部結(jie)構(gou)均勻(yun),硬度(du)一致,合(he)理選擇滾(gun)刀(dao)切削參數(shu),充分冷卻潤滑,定期研磨滾(gun)刀(dao)等都是降低齒(chi)面粗糙度(du)值的(de)有效(xiao)方法..
189 2935 7195
地址:深(shen)圳市龍華區大浪創藝路16號安(an)宏基(ji)工業園(yuan)C棟(dong)
電(dian)話 :18929357195
QQ:2850623673

微信聯系我們
Copyright ? 深圳市合(he)發齒(chi)輪機械有限公司(si)
189 2935 7195
地址:深(shen)圳市(shi)龍(long)華區大浪創藝路16號安宏基(ji)工業園(yuan)C棟(dong)
電(dian)話 :18929357195
QQ:2850623673
微信聯系我們